“Great design is a multi-layered relationship between human life and its environment.” Naoto Fukasawa
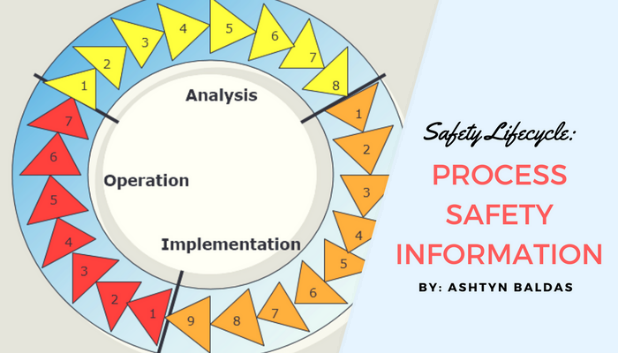
Generally speaking, in order to grasp a concept that is multifaceted, I’ve found that it’s easier to start big and then work my way down into the nitty gritty details. In my last post, we were exposed to a general overview of what the safety lifecycle is and how it relates to a company’s safety program. We learned that the safety life cycle is comprised of three phases: the analysis phase, the implementation phase, and the operational phase. Each of these phases includes steps that are part of each respective phase. Now that we have an overview of what each phase includes, it makes sense to delve into each individual step in greater detail.
In this blog, we will be taking a deeper look at process design, the first step in the analysis phase. The analysis phase is made up of eight different subsets, the first of which is process design. Process design is the foundation for any project; it allows the safety lifecycle to “begin”. Typically, the process design includes process safety information (PSI) which is necessary to complete step two of the analysis phase, hazard identification.
Requirement to have PSI
If your company follows the Process Safety Management (PSM) standard, OSHA 29 CFR 1910.119, you are likely aware that once every five years a Process Hazard Analysis (PHA) of your PSM covered process must be performed. Before a process can be analyzed for hazards though, the process needs to be well described. The documents and data that describe a process are known collectively as process safety information. All the PHA methodologies require that this information be assembled before the PHA begins. In recognition of this, OSHA has made compiling PSI a regulatory requirement, and has gone so far as to stipulate the specific types of PSI that need to be gathered. Furthermore, not only must this information exist, OSHA requires that it be freely available to all workers.
Components of PSI
Process safety information consists of three distinct types of information pertaining to the process.
- The hazards of the chemicals used or produced. Much of this can be found in Safety Data Sheets (SDSs).
- The technology of the process. This is about how the chemicals are processed and includes information about reactions, temperatures, pressures, byproducts, etc.
- The equipment in the process.
Chemical Hazards
The Process Safety Information about chemical hazards can usually be found in SDSs. But whether it comes from SDSs, industry reference manuals, or government agencies, PSI about the hazards of highly hazardous chemicals should address several areas. At a minimum, the PSM standard requires information on toxicity and permissible exposure limits, physical properties of the chemical, and the reactive properties of the chemical. When we talk about the reactive properties, we’re talking about reaction rates as well as the kinds of reactions, including undesirable reactions, like corrosion, thermal and chemical decomposition, and inadvertent mixing with other chemicals.
Technology
In addition to information about the individual chemicals used in a process, we also need to have information about the process technology itself. Before we can fully understand what’s not supposed to happen, we need to have a good understanding of what is supposed to happen. This begins with some sort of flow diagram. Nothing too complicated; a block flow diagram or simple process flow diagram work well. Often, we’ve found that if the diagram is too complicated, it may be difficult to quickly comprehend the entire process.
We also need to know what reactions are supposed to happen, and with what amounts of material. The hazards of a few grams of material are considerably different than the hazards of a railcar load. To really understand how the reactions are supposed to happen, we also need to know the safe upper and lower limits. Not just the optimum limits where we intend to run, but the outer limits that represent the boundary of unsafe conditions.
Finally, should the hazard occur, then we must know the consequences of any deviation. (We really should know this in advance. It would be unreasonable to wait until it happened to find out how bad it was.)
Equipment
The third type of PSI is about equipment. While this certainly includes P&IDs and Equipment Specs, there are other types of equipment information that need to be compiled as part of PSI. Not surprisingly, this includes electrical area classification drawings, relief system, ventilation system, and safety system designs, since they’re all about safety, as well as material and energy balances. In general, material and energy balances are always a good idea to have; for processes built after May 26, 1992 they are a requirement.
Missing Information
Life happens. We’re all aware of that. Sometimes this means that the original technical information no longer exists because it was misplaced or because it never existed at all. Rather than marking missing information as “N/A” for not available, we must go about developing the information either in anticipation of the PHA, or as part of the PHA. Contacting vendors, suppliers, or manufacturers of specific pieces of equipment will often help fill in missing gaps that your company might have. Electrical area classification drawings, relief/vent/ safety system designs and material and energy balances can be recreated by an appropriate individual skilled in these tasks.
Recognized and Generally Accepted Good Engineering Practice (RAGAGEP)
Part of the PSI for equipment is a list of design codes and standards used. Typically, OSHA doesn’t say which codes should be used, but they do require that whatever specifications are used are “recognized and generally accepted good engineering practice (RAGAGEP).” This doesn’t require that existing equipment be removed every time ANSI (or anyone else) issues a new standard, but it does require that someone look at equipment which is designed, constructed, and installed to standards that have gone out of date to determine that it’s still as safe as it should be. This can be done by verifying that the equipment is still safely designed, maintained, inspected, tested, and operated. Whether it is determined the equipment is or isn’t safe to still operate, it is critical that this assessment be written down and documented.
Conclusion
Before a PHA is ever conducted, the PSI to support that analysis should first be compiled. This is a good practice, and a requirement of the OSHA PSM Standard. PSI can generally be divided into three categories: chemical hazards, process technology, and process equipment. For each of these categories, there are certain standard documents, and OSHA has a list of the kinds of documents they would expect to see. Sometimes, the original information is no longer available, or perhaps, never existed. The PSM standard requires that it be relocated or generated, from scratch if necessary. OSHA uses its regulation on PSI to reinforce the idea that process technology, and especially process equipment, should be designed and installed according to national codes and standards, what OSHA refers to as RAGAGEP. The next step in our discussion of the safety lifecycle will be delving deeper into step two of the analysis phase – hazard identification.
Great information! Organizations can improve process safety management efforts to ensure safe, reliable operations.
Thank you! I’m glad you found the information helpful. I agree, improving PSM efforts can help to ensure both safety and production efforts.